
Chain and Chain Drives
Too hot to handle?

A leading German automotive components manufacturer produces a range of vehicle parts, including wheel carriers, controls arms and pump housings for use by many global automotive brands, using mainly steel and aluminium blanks. Once installed in the vehicle, many of these parts will be subjected to harsh conditions, and they have to endure extreme wear and friction. Therefore, to ensure end-user safety, the materials must be of the highest quality and the production process needs to be carried out in a highly predictable and repeatable manner.
Challenge
To maintain the transfer speed and quality of the hot steel blanks, the production process needs to run like clockwork. Once the raw materials have been prepared, they are transported to the annealing furnace where they are heated to 1,200 °C, until they are glowing red with heat. They are then conveyed to the rollers, which press the steel to achieve a uniform thickness. The parts are then transferred to the forge for shaping and finally moved on for deburring.
The smooth running of this process is largely reliant on the conveyor chains that interlink the different stages of production. To ensure that each part reaches the next stage at optimal temperature, the conveyor belts have to move at very high speeds. Unfortunately, however, the harsh operating environment put the standard OEM chains the manufacturer used under severe strain. The chains stretched under the red-hot metal, the steel dust and soot created by the manufacturing process stuck to the joints, and the sprocket teeth rubbed off on the pinions, quickly wearing the chain out.
This meant that the manufacturer had to replace the conveyor belts nearly every three months. The removal of the old chain, the cleaning of the facility, and the assembly of the new chain put production on hold for up to six hours at a time, costing thousands of euros.
To eliminate this unplanned downtime and recurring cost, the manufacturer turned to Renold for an alternative solution.
Solution
 To overcome the problem caused by the excess heat and the wear from the high operating speed, Renold suggested using its tooth chain. The chain has been designed to operate flawlessly in extreme temperatures, so it was ideally suited for conveying the burning-hot products from the spool to the rolling machine. The chain’s involute teeth eliminate engagement errors of the chain expanding under heat, and the sprockets are made of vacuum-hardened, high-alloyed tool steel, optimising wear resistance.
To overcome the problem caused by the excess heat and the wear from the high operating speed, Renold suggested using its tooth chain. The chain has been designed to operate flawlessly in extreme temperatures, so it was ideally suited for conveying the burning-hot products from the spool to the rolling machine. The chain’s involute teeth eliminate engagement errors of the chain expanding under heat, and the sprockets are made of vacuum-hardened, high-alloyed tool steel, optimising wear resistance.
Unlike most chains, the Renold tooth chain doesn’t require regular lubrication. That made it ideal for the application, as the hot manufacturing environment would cause the lubricant to char, resulting in premature wear and unnecessary pollution.
The manufacturer opted for Renold chains in the standard widths of 85mm and 100mm, with the longest one measuring 10 meters with a centre distance of 5 meters. The chains move at speeds of up to 1 m/second to accommodate the high production rate of 15 seconds. To further enhance security, Renold duplicated the middle guide of the transport chain, so that each chain link has a guide that engages in the groove of the sprocket. This helps eliminate the risk of the chain being pushed to the side when the long wheelbase and the workpieces slide across the conveyor belt and further reduces wear to the guide plates.
Results
Switching to Renold tooth chains has enabled the manufacturer to unlock a new level of productivity and reliability. Before, over 24 hours of production time was wasted each year, as the chains would unexpectedly wear out, needing to be removed and replaced. In addition to the regular unplanned downtime, purchasing and installing new chains four times a year amounted to further costs.
Now, the manufacturer can continue to operate throughout the year without disruption: the chain is inspected and changed only once per year as part of the pre-planned maintenance schedule. This has enabled the manufacturer to reduce the time spent on maintaining the chain by nearly 75 per cent and helped optimise productivity.















-
 Industrial Hardware and Machine Parts9 years ago
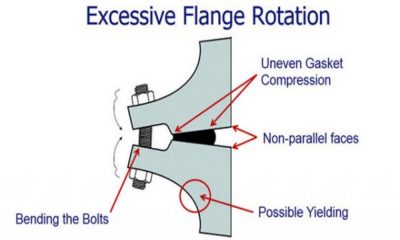
Industrial Hardware and Machine Parts9 years agoThe necessity of bolted flange connection training
-

 Drive systems6 years ago
Drive systems6 years agoIntelligent frequency inverters for digital production
-

 Motors9 years ago
Motors9 years agoNew generation of hollow shaft motors
-

 Industrial Hardware and Machine Parts8 years ago
Industrial Hardware and Machine Parts8 years agoABB and Formula E partner to write the future of e-mobility
-

 Industrial Hardware and Machine Parts9 years ago
Industrial Hardware and Machine Parts9 years agoRexnord adds to its Autogard Torque Limiters with the XG Series
-

 Motors9 years ago
Motors9 years agoZF Technology on the Winners’ Podium of the Dakar Rally 2017
-

 Gear drives8 years ago
Gear drives8 years agoKlingelnberg at control 2018: Tactile and optical measurement on one machine
-
 Motors9 years ago
Motors9 years agoGet a first-class ticket to productivity
-

 POWER TRANSMISSION TECHNOLOGIES5 years ago
POWER TRANSMISSION TECHNOLOGIES5 years agoEUROTRANS Board meets for its first session in 2021
-

 Motion control8 years ago
Motion control8 years agoWhere the robots come from?
-

 Motion control8 years ago
Motion control8 years agoRexnord to Acquire Centa Power Transmission
-
 Industrial Hardware and Machine Parts9 years ago
Industrial Hardware and Machine Parts9 years agoCustom hobbing tool enables 45-degree angles