
Genel
Interroll presents new material-handling solutions for the food and pharmaceutical industries
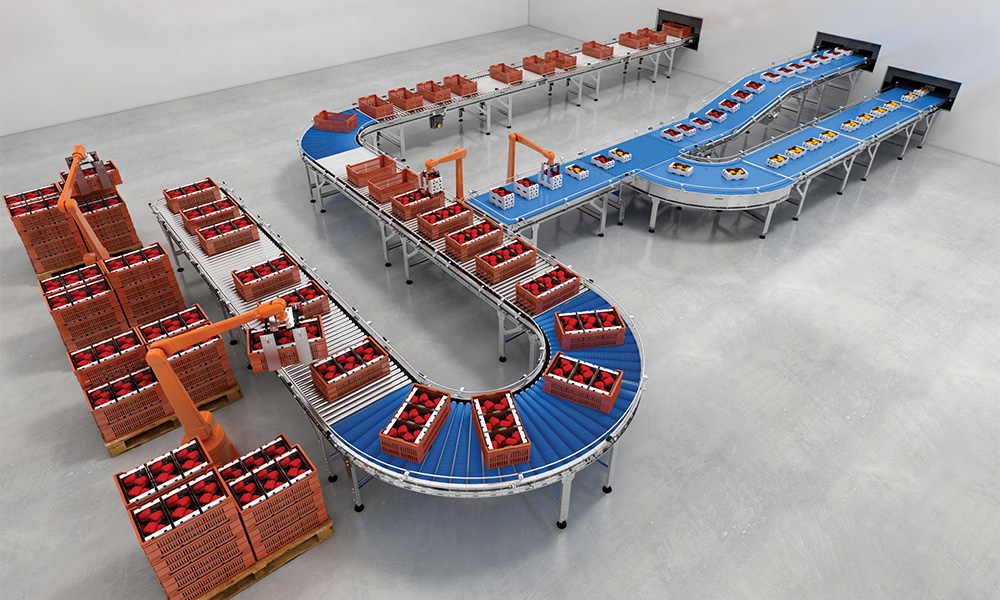
Interroll is expanding its existing product offering of conveyor solutions for additional industries with the launch of new platform technologies that meet stringent hygienic requirements. Based on the benefits offered by Interroll’s globally successful technology platforms, the new Modular Hygienic Platform (MHP) will now also make available flexibly applicable modular solutions based on the principles of hygienic product design. This makes it possible to significantly improve food safety and shelf life—while at the same time optimizing energy and operational efficiency. The innovation offensive in this area is being launched with the Special Hygienic Conveyor (SHC) and the Ultra Hygienic Transfer (UHT).
The new Special Hygienic Conveyor (SHC), for example, makes the added customer value offered by the globally popular Modular Conveyor Platform (MCP) available to system integrators and users who have to meet particularly demanding hygiene requirements. This means that highly efficient, zero-pressure- accumulation material flows can now be implemented in food processing work processes, which until now have usually been used only in modern parcel centers or other distribution facilities. The decentralized drive concept used in the Special Hygienic Conveyor (SHC) saves up to 50 percent energy in start-stop operation alone compared to centralized drive solutions that run continuously. At the same time, this results in a noise level that provides an improved working environment and reduced wear and tear when conveying standard E2 crates, where hygienic compromises are reduced.
With the modularity of the platform, which can, as always, be flexibly assembled and expanded from proven products as a plug-and-play modular solution—analogous to the LEGO principle—system integrators can handle both simpler and highly complex tasks in the automatic conveying of packaged food and other hygiene-sensitive products. Thus, with the SHC, the application spectrum ranges from autonomous conveyors without the use of a programmable logic controller (PLC) to use in digitally networked Industry 4.0. environments. In addition, the new conveyor enables precise positioning of the transported goods on the conveyor—an important performance feature, for example, in order to easily integrate labeling machines into the automatic flow of goods after the goods have been packaged without complex sensor technology.
“With the Special Hygienic Conveyor—the SHC—we are once again confirming the responsibility that falls to us as a technology leader in the material-handling sector when it comes to food safety and shelf life. With the new solutions, we are continuing to consistently drive forward our group-wide platform strategy,” says Dr. Stephan Kronholz, who is responsible for new hygienic platform solutions at Interroll.
Optimized shelf life for food production and distribution
The innovative SHC platform is manufactured on the basis of a stainless steel construction and is characterized, among other things, by the fact that its design allows cleaning liquids to drain off unhindered. The SHC platform includes both roller and belt conveyors, and all components of these conveyors, including electrical products such as RollerDrive and corresponding controls (IP 55 MultiControl), are certified to at least IP 55 and protected against splashing water, so that simple cleaning operations can be carried out and no liquid residues remain in the conveyor afterward that could lead to business-critical functional or hygiene impairments.
In addition to the SHC, Interroll is also launching the Ultra Hygienic Transfer (UHT), an automation solution specifically suited for use in plants dedicated to chicken processing. This is a disruptive innovation solution that makes a key process step in the cutting of chicken meat significantly more hygienic and can therefore help to enable a longer shelf life for chicken products.
As a global technology leader, Interroll has been taking responsibility for improving food safety and food supply worldwide for years. For example, the company’s highly advanced and compact drum motors, which meet the most stringent hygiene requirements, are used by leading companies in the industry around the world. They ensure that automated material flow solutions not only operate extremely efficiently and save energy
, but also meet maximum hygiene requirements, such as those stipulated by the United States Food and Drug Administration (FDA), the European Union (EU) and the European Hygienic Engineering and Design Group (EHEDG).
The Modular Hygienic Platform (MHP) will be manufactured in a new production plant at the existing site in Baal, Germany, near Düsseldorf. Today, around 240 employees already work in Baal. By 2025 at the latest, an increase of around 60 jobs is planned as a res













-
 Industrial Hardware and Machine Parts9 years ago
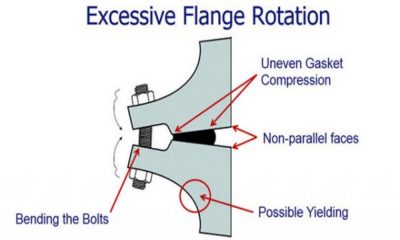
Industrial Hardware and Machine Parts9 years agoThe necessity of bolted flange connection training
-

 Drive systems6 years ago
Drive systems6 years agoIntelligent frequency inverters for digital production
-

 Motors9 years ago
Motors9 years agoNew generation of hollow shaft motors
-

 Industrial Hardware and Machine Parts8 years ago
Industrial Hardware and Machine Parts8 years agoABB and Formula E partner to write the future of e-mobility
-

 Industrial Hardware and Machine Parts9 years ago
Industrial Hardware and Machine Parts9 years agoRexnord adds to its Autogard Torque Limiters with the XG Series
-

 Motors9 years ago
Motors9 years agoZF Technology on the Winners’ Podium of the Dakar Rally 2017
-

 Gear drives8 years ago
Gear drives8 years agoKlingelnberg at control 2018: Tactile and optical measurement on one machine
-
 Motors9 years ago
Motors9 years agoGet a first-class ticket to productivity
-

 POWER TRANSMISSION TECHNOLOGIES5 years ago
POWER TRANSMISSION TECHNOLOGIES5 years agoEUROTRANS Board meets for its first session in 2021
-

 Motion control8 years ago
Motion control8 years agoWhere the robots come from?
-

 Motion control8 years ago
Motion control8 years agoRexnord to Acquire Centa Power Transmission
-
 Industrial Hardware and Machine Parts9 years ago
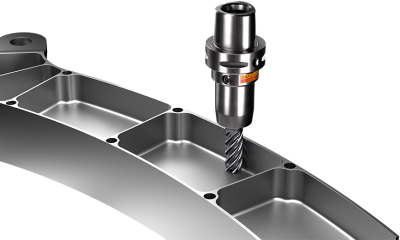
Industrial Hardware and Machine Parts9 years agoCustom hobbing tool enables 45-degree angles