
Events
A showroom for Leuze sensors




-
 Industrial Hardware and Machine Parts9 years ago
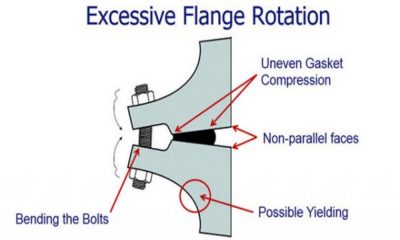
Industrial Hardware and Machine Parts9 years agoThe necessity of bolted flange connection training
-

 Drive systems6 years ago
Drive systems6 years agoIntelligent frequency inverters for digital production
-

 Motors9 years ago
Motors9 years agoNew generation of hollow shaft motors
-

 Industrial Hardware and Machine Parts9 years ago
Industrial Hardware and Machine Parts9 years agoABB and Formula E partner to write the future of e-mobility
-

 Industrial Hardware and Machine Parts9 years ago
Industrial Hardware and Machine Parts9 years agoRexnord adds to its Autogard Torque Limiters with the XG Series
-

 Motors9 years ago
Motors9 years agoZF Technology on the Winners’ Podium of the Dakar Rally 2017
-

 Gear drives8 years ago
Gear drives8 years agoKlingelnberg at control 2018: Tactile and optical measurement on one machine
-
 Motors9 years ago
Motors9 years agoGet a first-class ticket to productivity
-

 POWER TRANSMISSION TECHNOLOGIES5 years ago
POWER TRANSMISSION TECHNOLOGIES5 years agoEUROTRANS Board meets for its first session in 2021
-

 Motion control8 years ago
Motion control8 years agoWhere the robots come from?
-

 Motion control8 years ago
Motion control8 years agoRexnord to Acquire Centa Power Transmission
-
 Industrial Hardware and Machine Parts9 years ago
Industrial Hardware and Machine Parts9 years agoCustom hobbing tool enables 45-degree angles