
Belt and Belt Drives
In pursuit of belt drive efficiency

For belt drive efficiency, you need to surpass the basic operating requirements at the least cost. Traditional sense and new technology, both may assist you in belt drive efficiency
It was once agreable to design a belt drive simply with determinance of speed ratio and horsepower, selecting belts and pulleys from a catalog, and finding the lowest price. But that doesn’t necessarily bring the best results. Today, smart designers fine-tune belt drives to optimize their efficiency and keep down the overall cost (initial plus operation).
Consider a 50-hp electric motor with a belt drive operating continuously at a 1:1 speed ratio on a 30-in. center-to-center distance. No matter what belts and pulleys you select, the belt drive package costs less than $400. But it will probably cost about $20,000 annually to operate. If finetuning the design reduces energyconsumption just 2%, it will save $400 each year. Or, instead of energy savings, the drive capacity could be increased with little energy cost increase. Clearly, paying more for efficient drive components can be very beneficial.
This approach isn’t limited to new designs. Taking a fresh look at old installations can lead to upgraded belt drives that far outperform their predecessors.
Efficiency optimization
Drive efficiency depends on several factors, including load capacity, belt flexing resistance, speed, pulley size and belt tension. Here are some general rules of thumb for taking advantage of these factors.
Load capacity. Rule No. 1 says that maximum efficiency is obtained by operating at or very near the belt’s rated load capacity. Belt load ratings are calculated and published in tables by the Rubber Manufacturers Association and belt suppliers.
RMA performance ratings tend to be more conservative than those published by manufacturers. Deviating from these guidelines by underbelting (not enough load capacity) or overbelting (too much capacity) can be costly because both conditions cause efficiency to drop.
With underbelting, the belts not only have inadequate capacity for the job, they may also experience excessive stretch and increased slip. Early and possibly catastrophic failure can occur, causing downtime.
Overbelting usually involves a thicker or wider belt, which has more resistance to flexing as it moves around a pulley. This condition is a major cause of energy loss in belt drives. Also, higher flexing stresses may preclude the extra load capacity from providing more life.
Selecting a more flexible belt (one with thinner cross-section) or one with a cogged (grooved) inside periphery are effective ways to reduce flexural losses. In some cases it’s better to use a larger number of small-cross-section belts rather than heavier belts that at first glance appear more robust.
Speed. Rule No. 2
It says that the higher the belt speed, the more power it will transmit. If space permits, you can increase belt speed and efficiency by using larger diameter pulleys. Belts operate satisfactorily at high surface speeds ranging from 2,500 to 6,500 fpm, and in some cases even up to 20,000 fpm.
Maintenance. Rule No. 3 says that maximum efficiency is achieved by eliminating or closely controlling maintenance factors that contribute to energy loss. The most obvious maintenance factor is belt tension. Insufficient tension allows belt slip, which reduces speed and performance (horsepower).
Chronic under-tension causes wear and abrasion that dramatically shortens the life of belts, and to a lesser extent pulleys. But trying to extend the maintenance interval by overtensioning the drive usually has the opposite effect.
It hastens belt stretch and deterioration due to stresses. The increased loads caused by excessive tension may also damage other drive components. For the optimum amount of tension, consult the manufacturer.
In some situations, maintenance may be minimal or unreliable. If so, design the belt drive to be as maintenance-free as possible. For example, a synchronous belt drive, though initially more expensive, delivers high efficiency — about 98% — with minimal attention.
Its tooth engagement eliminates belt slip and associated problems. The highstrength tensile member holds tooth pitch geometry and allows little or no loss in belt tension (stretch).
Belt misalignment is a major factor from both the design and maintenance standpoints. Misalignment reduces service life and accelerates wear of all drive components. Also it generates more noise and contributes energy loss. Recommended limits for misalignment depend on the type of belt (V or synchronous) and the application.
Efficiency Improvement; Other Factors
An often overlooked maintenance factor is the use of belt guards to improve efficiency. In addition to safety enhancement, guards shield belt drives from the effects of air disturbance caused by external reasons (air circulation, drafts, or traffic).
This reduces small energy losses in belt drives related with air disturbance, and hence, adds a slight improvement in efficiency.





-
 Industrial Hardware and Machine Parts9 years ago
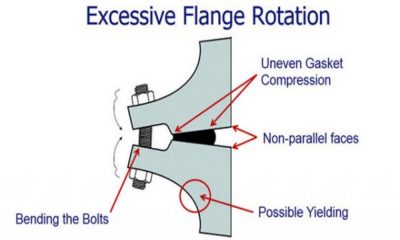
Industrial Hardware and Machine Parts9 years agoThe necessity of bolted flange connection training
-

 Drive systems6 years ago
Drive systems6 years agoIntelligent frequency inverters for digital production
-

 Motors9 years ago
Motors9 years agoNew generation of hollow shaft motors
-

 Industrial Hardware and Machine Parts8 years ago
Industrial Hardware and Machine Parts8 years agoABB and Formula E partner to write the future of e-mobility
-

 Industrial Hardware and Machine Parts8 years ago
Industrial Hardware and Machine Parts8 years agoRexnord adds to its Autogard Torque Limiters with the XG Series
-

 Motors9 years ago
Motors9 years agoZF Technology on the Winners’ Podium of the Dakar Rally 2017
-

 Gear drives8 years ago
Gear drives8 years agoKlingelnberg at control 2018: Tactile and optical measurement on one machine
-
 Motors9 years ago
Motors9 years agoGet a first-class ticket to productivity
-

 POWER TRANSMISSION TECHNOLOGIES5 years ago
POWER TRANSMISSION TECHNOLOGIES5 years agoEUROTRANS Board meets for its first session in 2021
-

 Motion control8 years ago
Motion control8 years agoWhere the robots come from?
-

 Motion control8 years ago
Motion control8 years agoRexnord to Acquire Centa Power Transmission
-
 Industrial Hardware and Machine Parts9 years ago
Industrial Hardware and Machine Parts9 years agoCustom hobbing tool enables 45-degree angles